Главная Форум Теория Практикум Задания Информация Контакты
УЧЕБНИК "МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ"
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ
МАШИНОСТРОИТЕЛЬНЫЙ УНИВЕРСИТЕТ (МАМИ)
УНИВЕРСИТЕТ МАШИНОСТРОЕНИЯ
________________________________________________
Кафедра «Стандартизация, метрология и сертификация»
Сертификация оборудования системы
жизнеобеспечения населенного пункта
Методические указания
к выполнению курсовой работы (домашней работы) по дисциплине
«Метрология, стандартизация и сертификация»
Москва 2015
В.И. Колчков
УДК 658.516(075)
Методические указания предназначены студентам, обучающимся по техническим специальностям, при изучении курса: «Метрология и стандартизация».
© Колчков В.И. 2015
Общие сведения
Сертификация - процесс установления соответствия продукции (процесса, услуги) требованиям технических условий (ТУ).
Сертификация - основной достоверный способ доказательства соответствия продукции (процесса, услуги) заданным требованиям.
Порядок проведения сертификации устанавливает последовательность действий, составляющих совокупную процедуру сертификации.
1. Подача заявки на сертификацию. Заявитель направляет заявку в соответствующий орган по сертификации. Орган по сертификации рассматривает заявку и в срок, установленный порядком сертификации однородной продукции, сообщает заявителю решение. В решении, в числе различных сведений, необходимых заявителю, предлагается перечень соответствующих аккредитованных организаций и испытательных лабораторий, которые могут выполнить указанный объем работ.
2. Отбор, идентификация образцов и их испытания. Образцы для испытаний отбирает, как правило, испытательная лаборатория или другая организация по ее поручению. В отдельных случаях этим занимается орган по сертификации. Протоколы испытаний представляются заявителю и в орган по сертификации, их хранение соответствует сроку действия сертификата.
3. Конструкторско-технологическая экспертиза нормативно-технической документации (НТД) на производство изделия. Проводится анализ правильности принятия решений, оценка работоспособности и других показателей назначения, в соответствии с требованиями технических условий (ТУ).
4. Метрологическая экспертиза. Проводится анализ состояния парка средств измерения и контроля, используемых в производственном цикле.
5. Оценка производства. В зависимости от выбранной схемы сертификации проводится анализ состояния производства, сертификация производства либо сертификация системы управления качеством. Метод оценки производства указывается в сертификате соответствия продукции.
6. Выдача сертификата соответствия. Протоколы испытаний, результаты оценки производства, другие документы о соответствии продукции, поступившие в орган по сертификации, подвергаются анализу для окончательного заключения о соответствии продукции заданным требованиям. По результатам оценки составляется заключение эксперта, на основании которого орган по сертификации принимает решение о выдаче сертификата соответствия.
Экологическая сертификация - сертификация, относящаяся к оборудованию и технологическим процессам, связанным с загрязнением природной среды.
Экологическая сертификация дает потребителю гарантию безопасности продукции для его жизни, здоровья, имущества и среды обитания.
К объектам экологической сертификации можно отнести: источники загрязнения окружающей среды, продукцию природоохранного назначения, экологические информационные ресурсы, оборудование и технологии жизнеобеспечения.
Оборудование системы жизнеобеспечения населенного пункта следует отнести к объектам экологической сертификации.
Объект сертификации
Объект сертификации - червячный редуктор привода насоса подачи питьевой воды в систему водоснабжения поселка городского типа.
Основной показатель назначения - безотказность работы.
Практикой эксплуатации изделий подобного типа установлено, что наряду с другими, причинами потери работоспособности могут быть: а) ошибочные решения при выборе посадок в опорах с подшипниками качения, а также посадки "вал - отверстие в червячном колесе", обеспечивающей нормальную работу червячной пары; б) возможные сбои в работе технологического оборудования, предназначенного для обработки деталей, входящих в ответственные узлы и механизмы; в) нарушения, связанные с системой управления качеством при производстве продукции.
Методические указания к выполнению работы
1. Исходные данные по вариантам и пояснения к ним ЗДЕСЬ
2. Провести экспертизу требований чертежной документации по посадкам (см. черт. редуктора): а) вал- внутреннее кольцо подшипника качения (диаметр - d); б) расточка корпуса - наружнее кольцо подшипника качения (диаметр - D).
2.1. Выполнить необходимые расчеты и действия по установлению посадок в указанных соединениях. Расчеты провести по методическим указаниям "Расчет и выбор посадок" .
2.2. Выполнить графическое изображение полей допусков по заданному и полученному вариантам.
2.3. Рассчитать параметры посадок, см. МУ "Расчет и выбор посадок" .
2.4. Определить требования к качеству поверхности ЗДЕСЬ и допуски формы посадочных мест под подшипник качения (вал, отверстие в корпусе), см. МУ "Расчет и выбор посадок" .
2.5. Сделать заключение о соответствии посадок по чертежу (заданы в условии) и полученных в результате экспертных расчетов.
2.6. Выполнить чертежи вала и корпуса, проставить новые требования к точности в буквенном, цифровом и комбинированном виде.
Расчёт функциональных параметров посадок и выбор стандартных посадок
Функциональные параметры посадки – это предельные зазоры – Smaxf и Sminf или натяги – Nmaxf и Nminf, обеспечивающие работоспособность соединения. Допуск посадки TS(N) определяет точность, а следовательно и стоимость изготовления соединения TS(N) = Smax(Nmax) – Smin(Nmin), для посадок с зазором (S) или с натягом (N); TS(N) = Smax + Nmax для переходных посадок,натяг в расчётах принимают за отрицательный зазор; TS(N) = TD + Td для всех типов посадок. Посадки с гарантированным зазором обеспечивают взаимное перемещение деталей соединения в заданных эксплуатационных условиях. Функциональные зазоры (Smaxf, Sminf) рассчитываются по соответствующим методикам для конкретных изделий.
При выборе стандартных посадок необходимо в пределах примерно ±5% выполнить условия Smin![]() Sminf , Smax
Sminf , Smax![]() Smaxf . Посадки с гарантированным натягом обеспечивают взаимную неподвижность деталей соединения при действии эксплуатационных усилий. Функциональные натяги (Nmaxf, Nminf) рассчитываются, исходя из передачи максимального усилия (Nminf) и прочности (Nmaxf).
Smaxf . Посадки с гарантированным натягом обеспечивают взаимную неподвижность деталей соединения при действии эксплуатационных усилий. Функциональные натяги (Nmaxf, Nminf) рассчитываются, исходя из передачи максимального усилия (Nminf) и прочности (Nmaxf).
При выборе стандартных посадок с натягом необходимо в пределах примерно ±5% выполнить условия Nmin![]() Nminf, Nmax
Nminf, Nmax![]() Nmaxf.
Nmaxf.
Переходные посадки обеспечивают точность центрирования деталей соединения при возможности легкой сборки – разборки. Функциональные зазоры (Smaxf) рассчитывают, исходя из точности центрирования деталей соединения, функциональные натяги (Nmaxf), исходя из затрат при сборке.
Следует заметить, что ±5% - ориентировочные пределы; в обоснованых они могут составлять ±10% и выше. Основным требованием является применение стандартных посадок из числа предпочтительных и рекомендуемых.
При выборе стандартных переходных посадок необходимо выполнить условие Smax![]() 2ef, где ef - допустимое смещение осей деталей соединения – эксцентриситет, тогда Nmax
2ef, где ef - допустимое смещение осей деталей соединения – эксцентриситет, тогда Nmax ![]() TD + Td – Smax.
TD + Td – Smax.
Квалитет точности (IT) посадки можно определить, приняв условие, что допуск отверстия (TD) равен допуску вала (Td), тогда TD = Td = TS(N)f/2. В стандартной посадке квалитеты отверстия и вала равны или отличаются на единицу.
По табл. 1 находим квалитет точности (IT) для заданного диаметра соединения.
Значение основного отклонения как ближайшее расстояние от границы поля допуска до нулевой линии вычисляется по известным значениям Smax(Nmax)f, Smin(Nmin)f и найденным значениями TD и Td, ближайшее стандартное основное отклонение определяется по табл. 2, 3, 4.
Первое приближение уточняется, согласно приведенным общим указаниям и заданным условиям, после чего принимается окончательное решение о посадке в соединении.
3. ВНИМАНИЕ! Гр. М-23 п. 3 (п.3.1-3.8) можно не выполнять! Провести экспертизу требований чертежной документации по посадке "вал - червячное колесо" (диаметр - d3).
3.1. Выполнить графическое изображение полей допусков заданной переходной посадки.
3.2. Рассчитать параметры переходной посадки, т.е. определить: S(N)max = Smax = Dmax – dmin = ESD – eid, S(N)min = Dmin – dmax = EID – esd = – Nmax или Nmax = dmax – Dmin, Среднее значение параметра посадки равно: S(N)m = 0,5(S(N)max + S(N)min).
Зазор в переходной посадке по d3 ("червяное колесо - вал") может принимать значения в пределах от Smax до 0.
3.3. Рассчитать допуск посадки TS(N) = S(N)max – S(N)min = Smax + Nmax или TS(N) = Td + TD.
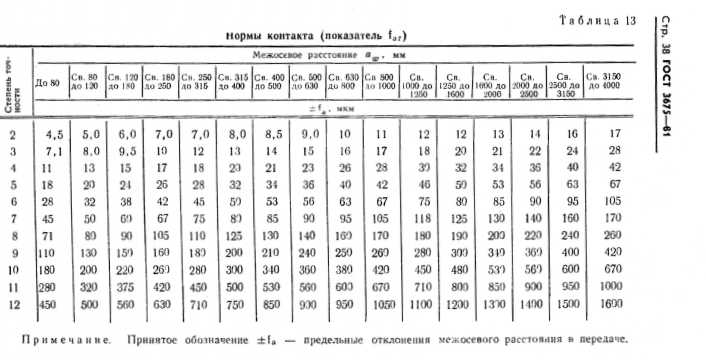
3.4. Допуск на межосевое расстояние (aw) в червячной паре (Taw) устанавливается исходя из обеспечения нормальной работы Ч.П. и задан в табл. 13 ГОСТ 3675 в виде симметричных предельных отклонений ±fa. Taw должен учитывать погрешности изготовления корпуса, которые учитываются допуском Ta, а также колебания межосевого расстояния из-за зазора в посадке (по d3) равные ±Smax/2. Т.е. должно соблюдаться условие: Ta + Smax ![]() Taw.
Taw.
{kind=link}
3.5. Определить допуск (Ta) на межосевое расстояние (a) в корпусе редуктора (см. рис. 1), приняв равными номинальные значения межосевых расстояний в корпусе редуктора (a) и в червячной паре (aw), т.е. a = aw. Допуски по размерам и квалитетам приведены в табл. 1.
3.6. Определить по табл. 13 ГОСТ 3675 предельные отклонения межосевого расстояния в червячной паре ±fa (Рис. 2)
3.7. Сравнить допуск на межосевое расстояние в червячной паре Taw = 2|fa| со значением Ta + Smax , должно выполняться условие: Ta + Smax ![]() Taw. В случае, если условие не выполняется, необходимо изменить исходную посадку, выбрав переходную посадку с меньшим значением Smax, повышая при этом трудоёмкость сборки. Если оказывается, что переходные посадки не удовлетворяют требованию: Ta + Smax
Taw. В случае, если условие не выполняется, необходимо изменить исходную посадку, выбрав переходную посадку с меньшим значением Smax, повышая при этом трудоёмкость сборки. Если оказывается, что переходные посадки не удовлетворяют требованию: Ta + Smax ![]() Taw, то оказывается необходимым выбрать посадку с натягом или повысить квалитет точности межосевого расстояния в корпусе. Пример см. ЗДЕСЬ.
Taw, то оказывается необходимым выбрать посадку с натягом или повысить квалитет точности межосевого расстояния в корпусе. Пример см. ЗДЕСЬ.
3.8. Выполнить чертежи вала и колеса, проставить требования к точности в буквенном, цифровом и комбинированном виде.
4. Провести анализ состояния технологического процесса обработки деталей: а) вал под червячное колесо (d3); б) отверстие в червячном колесе (D3).
4.1. Выполнить измерения d3 и D3 по 200 деталей (валы, червячные колеса).
4.2. Результаты измерения деталей моделировать с помощью ФОРМИРОВАТЕЛЯ. Предполагаемый диапазон рассеяния (размах) размеров деталей получаемых при обработке определить по формуле: ![]() мкм, где A - размер измеряемой детали в мм (номинальный размер соединения d3 = D3 - задан в условии), a - коэффициент точности (задан в условии).
мкм, где A - размер измеряемой детали в мм (номинальный размер соединения d3 = D3 - задан в условии), a - коэффициент точности (задан в условии).
4.3. Провести статистическую обработку результатов многократных равноточных измерений. Пример ручной обработки результатов ЗДЕСЬ.
4.4. Построить полигоны и гистограммы распределения для отверстия и вала. Пример построения в Excel ЗДЕСЬ.
4.5. Рассчитать вероятность появления зазоров и натягов в переходной посадке "червячное колесо - вал", приняв закон распределения размеров отверстия и вала нормальным. Рассмотрим примеры расчетов.
Пример 4.1. Рассчитать вероятность зазоров - натягов в посадке ![]() 40 H7/js6
40 H7/js6
 Рис. 4.1.Схема полей
Рис. 4.1.Схема полей  Рис.4.2. Распределение
Рис.4.2. Распределение
Cхема расположения полей допусков для посадки ![]() 40 H7/js6 представлена на рис.4.1. Рассчитаем параметры посадки: S(N)max = 25 - (-8) = 33 мкм равно наибольшему зазору Smax = 33 мкм; S(N)min = 0 - (+8) = -8 равно наибольшему натягу Nmax = 8 мкм; среднее значение S(N)m = 0,5(S(N)max + S(N)min) = 0,5(33 + (-8)) = +12,5 мкм; допуск посадки равен TS(N) = S(N)max – S(N)min = 33 - (-8) = 41 мкм или TS(N) = Td + TD = 25 + 16 = 41 мкм.
40 H7/js6 представлена на рис.4.1. Рассчитаем параметры посадки: S(N)max = 25 - (-8) = 33 мкм равно наибольшему зазору Smax = 33 мкм; S(N)min = 0 - (+8) = -8 равно наибольшему натягу Nmax = 8 мкм; среднее значение S(N)m = 0,5(S(N)max + S(N)min) = 0,5(33 + (-8)) = +12,5 мкм; допуск посадки равен TS(N) = S(N)max – S(N)min = 33 - (-8) = 41 мкм или TS(N) = Td + TD = 25 + 16 = 41 мкм.
S(N)m = +12,5 является центром группирования распределения параметра посадки S(N) (зазоров - натягов)
Координата середины поля допуска вала ec = 0,5(es + ei) = 0. Координата середины поля допуска отверстия Ec = 0,5(ES + EI) = 0,5(25 + 0) = +12,5 мкм (показана на схеме).
Средний размер вала - 40 мм, отверстия - 40 + 0,0125 = 40,0125 мм ![]() 40,012 мм. Средние размеры являются центрами группирования погрешностей при изготовлении деталей, на него настраивают станок при обработке (эти размеры ставятся в окно 1 ФОРМИРОВАТЕЛЯ).
40,012 мм. Средние размеры являются центрами группирования погрешностей при изготовлении деталей, на него настраивают станок при обработке (эти размеры ставятся в окно 1 ФОРМИРОВАТЕЛЯ).
Подсчитаем вероятность получения зазоров в посадке, принимая, что распределение погрешностей подчиняется нормальному закону, а величины зоны рассеивания отверстия и вала равны допускам на их изготовление, т. е. допуск определен зоной ±3![]() . Тогда, Т = 6
. Тогда, Т = 6![]() , где
, где ![]() - среднее квадратическое отклонение.
- среднее квадратическое отклонение.
* ВНИМАНИЕ! В работе зона рассеивания размеров отверстия и вала определяется по результатам виртуальных измерений (ФОРМИРОВАТЕЛЬ) и равна ±V или 2|V|, т.е. удвоенному значению max отклонения от среднего (окно 7), а центр группирования равен MX (окно 6) (см. пример 4.3.)
Распределение вероятностей величин зазоров и натягов в соединениях устанавливают на основе правил суммирования независимых случайных величин, к которым относятся отклонения размеров сопрягаемых деталей: ![]() .
.
Для посадки ![]() 40 H7/js6
40 H7/js6 ![]() Таким образом, параметр распределения (рис. 4.2) изменяется в пределах ±3
Таким образом, параметр распределения (рис. 4.2) изменяется в пределах ±3![]() т = ±3•5 = ±15 мкм. Вправо от 12,5 до 12,5 + 15 = 27,5; влево от 12,5 до 12,5 - 15 = - 2,5.
т = ±3•5 = ±15 мкм. Вправо от 12,5 до 12,5 + 15 = 27,5; влево от 12,5 до 12,5 - 15 = - 2,5.
Вероятность зазоров лежащих в пределах 0 – 12,5 мкм можно определить с помощью интеграла Ф(z), где z = x/![]() (см. ЗДЕСЬ формулы 3.9, 3.10) или для нашего примера z = x/
(см. ЗДЕСЬ формулы 3.9, 3.10) или для нашего примера z = x/![]() T = 12,5/5 = 2,5.
T = 12,5/5 = 2,5.
Из таблицы значений функции Ф0(z) определяем, что при z = 2,5, вероятность получения зазоров определяется значением функции Ф(2,5) = 0,4938. Вероятность получения зазоров в пределах от 12,5 до 27,5 мкм определяется значением функции Ф(3) = 0,4986. На основании значений функций Ф0(z) рассчитаем вероятность получения зазоров в посадке:
Pзаз = Ф(3) + Ф(2,5) = 0,4986 + 0,4938 = 0,9924 или 99,24%.
Вероятность получения натягов равна:
Pнат = 1 - 0,9924 = 0,0076 или 0,76%.
Пример 4.2. Рассчитать вероятность зазоров - натягов в подшипниковой посадке ![]() 40L0/js6
40L0/js6
 Рис. 4.3.Схема полей
Рис. 4.3.Схема полей  Рис.4.4. Распределение
Рис.4.4. Распределение
Здесь наибольший зазор равен 8 мкм, наибольший натяг 20 мкм.
При средних значениях вала и отверстия получается натяг, равный 6 мкм.
Таким образом, благодаря тому, что допуск отверстия внутреннего кольца подшипника направлен в минус от нулевой линии, а не в "тело", при соединении с валом js6 получим в большинстве случаев натяги.
Рассчитаем для посадки ![]() 40L0/js6 вероятность получения натягов:
40L0/js6 вероятность получения натягов:
Pнат = Ф(3) + Ф(6/3,3) = 0,4986 + 0,4656 = 0,9642 или 96,42%.
Pзаз = 1 - 0,9642 = 0,0358 или 3,58%.
Пример 4.3. Рассчитать фактическую вероятность зазоров - натягов в посадке ![]() 40 H7/js6, если по результатам обработки виртуальных измерений (ФОРМИРОВАТЕЛЬ) получено: M(X)отв = 40,014 мм; M(X)вал = 40,002 мм; ±Vотв = 0,0122; ±Vвал = 0,0074.
40 H7/js6, если по результатам обработки виртуальных измерений (ФОРМИРОВАТЕЛЬ) получено: M(X)отв = 40,014 мм; M(X)вал = 40,002 мм; ±Vотв = 0,0122; ±Vвал = 0,0074.
Таким образом, Dmax = 40,014 + 0,0122 = 40,0262 мм; Dmin = 40,014 - 0,0122 = 40,0018 мм; dmax = 40,002 + 0,0074 = 40,0094 мм; dmin = 40,002 - 0,0074 = 39,9946 мм. Действительные (по результатам измерений) предельные параметры посадки равны: S(N)max = Dmax – dmin = 40,0262 - 39,9946 = 0,0316 ![]() 32 мкм; S(N)min = Dmin – dmax = 40,0018 - 40,0094 = -0,0076
32 мкм; S(N)min = Dmin – dmax = 40,0018 - 40,0094 = -0,0076 ![]() -8 мкм. Среднее значение (центр группирования распределения) параметра посадки равно: S(N)m = 0,5(S(N)max + S(N)min) = 0,5(32 - 8) = 12,0 мкм.
-8 мкм. Среднее значение (центр группирования распределения) параметра посадки равно: S(N)m = 0,5(S(N)max + S(N)min) = 0,5(32 - 8) = 12,0 мкм.
Находим ![]() (см. пример 4.1.),
2|Vотв|
(см. пример 4.1.),
2|Vотв| ![]() 24 = 6
24 = 6![]() отв;
2|Vвал|
отв;
2|Vвал| ![]() 14 = 6
14 = 6![]() вал,т.е.
вал,т.е. ![]() А = 24/6 = 4,
А = 24/6 = 4, ![]() В = 14/6 = 2,33, тогда
В = 14/6 = 2,33, тогда ![]()
![]() 4,6.
4,6.
Параметр распределения изменяется в пределах ±3![]() т = ±3•4,6 = ±13,8 мкм. Вправо от 12,0 до 12,0 + 13,8 = 25,8; влево от 12,0 до 12,0 - 13,8 = - 1,8.
т = ±3•4,6 = ±13,8 мкм. Вправо от 12,0 до 12,0 + 13,8 = 25,8; влево от 12,0 до 12,0 - 13,8 = - 1,8.
Вероятность зазоров лежащих в пределах 0 – 12,0 мкм можно определить с помощью интеграла Ф(z), где z = x/![]() (см. ЗДЕСЬ формулы 3.9, 3.10) или для нашего примера z = x/
(см. ЗДЕСЬ формулы 3.9, 3.10) или для нашего примера z = x/![]() T = 12,0/4,6 = 2,6.
T = 12,0/4,6 = 2,6.
Из таблицы значений функции Ф0(z) определяем, что при z = 2,6, вероятность получения зазоров определяется значением функции Ф(2,6) = 0,4953. Вероятность получения зазоров в пределах от 12,0 до 25,8 мкм определяется значением функции Ф(3) = 0,4986. На основании значений функций Ф0(z) рассчитаем вероятность получения зазоров в посадке:
Pзаз = Ф(3) + Ф(2,6) = 0,4986 + 0,4953 = 0,9939 или 99,39%.
Вероятность получения натягов равна:
Pнат = 1 - 0,9939 = 0,0061 или 0,61%.