Главная Micromake Информация Практикум Задания Fireline Контакты
Парфеньева И.Е. ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ. М.: Учебное пособие, 2009
5. Обработка заготовок на фрезерных и сверлильных станках
5.1. Обработка заготовок на
фрезерных станках
5.1.1. Виды фрезерования
Фрезерование – процесс обработки резанием, при котором режущий инструмент фреза совершает главное вращательное движение, а обрабатываемая заготовка – поступательное движение подачи (в карусельно-фрезерных и барабанно-фрезерных станках движение подачи имеет вращательный характер).
Фреза представляет собой тело вращения, на поверхности которого размещены режущие зубья.
Фрезерованием обрабатывают горизонтальные, вертикальные, наклонные плоскости, фасонные поверхности, уступы, пазы различного профиля.
Особенностью процесса фрезерования является прерывистость резания каждым зубом фрезы. Зуб фрезы находится в контакте с заготовкой и выполняет работу резания только на некоторой части оборота, а затем продолжает движение, не касаясь заготовки, до следующего врезания. Врезание зуба фрезы в заготовку сопровождается ударами, что приводит к вибрациям, повышенному износу зубьев.
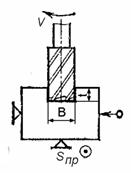
В зависимости от направления вращения фрезы и направления подачи (при работе цилиндрическими и торцовыми фрезами) различают фрезерование:
1) встречное (рис.1а), когда подача заготовки осуществляется навстречу вращению фрезы;
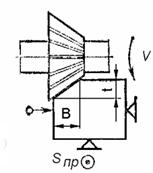
2) попутное (рис.1б), когда подача заготовки совпадает с направлением вращения фрезы.
При встречном фрезеровании толщина срезаемого зубом фрезы слоя металла изменяется от нуля до наибольшего значения. Постепенное увеличение толщины срезаемого слоя способствует плавной работе фрезы. Силы, возникающие при резании, стремятся оторвать заготовку от стола. Прежде чем врезаться в обрабатываемый материал, зуб фрезы некоторое время скользит по наклепанной поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
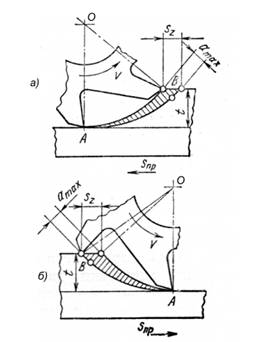
Рис.1.
При попутном фрезеровании толщина срезаемого слоя меняется от максимального значения до нуля. Исключается начальное проскальзывание зуба, возникающие силы резания стремятся прижать обрабатываемую заготовку к столу станка, что уменьшает вибрации. Все это способствует уменьшению шероховатости поверхности. Поэтому попутное фрезерование более целесообразно использовать при чистовой, а встречное – при черновой обработке заготовок.
Элементы режима фрезерования
1. Глубина резания ![]() – толщина слоя металла, снимаемая фрезой за один проход, измеряемая перпендикулярно к обрабатываемой поверхности, мм.
– толщина слоя металла, снимаемая фрезой за один проход, измеряемая перпендикулярно к обрабатываемой поверхности, мм.
2. Подача – поступательное (или вращательное) перемещение заготовки относительно фрезы.
При фрезеровании различают три размерности подач:
- подача на один зуб фрезы ![]() , мм/зуб – перемещение заготовки относительно фрезы за время ее углового поворота на один зуб;
, мм/зуб – перемещение заготовки относительно фрезы за время ее углового поворота на один зуб;
- подача на один оборот фрезы ![]() , мм/об – перемещение заготовки относительно фрезы за один ее оборот;
, мм/об – перемещение заготовки относительно фрезы за один ее оборот;
- подача в минуту ![]() , мм/мин – перемещение заготовки относительно фрезы в минуту.
, мм/мин – перемещение заготовки относительно фрезы в минуту.
Подачи связаны между собой зависимостью
![]() ,
,
где: Z – число зубьев фрезы; n – частота вращения фрезы.
3. Скорость резания ![]() – окружная скорость наиболее удаленной от оси вращения точки режущей кромки фрезы
– окружная скорость наиболее удаленной от оси вращения точки режущей кромки фрезы
![]() , м/мин
, м/мин
где: D – диаметр фрезы, мм.
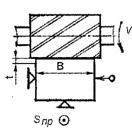
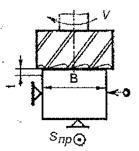
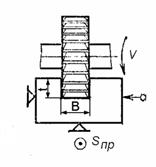
4. Ширина фрезерования В – длина поверхности контакта фрезы с обрабатываемой заготовкой, измеренная в направлении, перпендикулярном направлению подачи, мм.
Основные типы фрез
В зависимости от формы и назначения фрезы подразделяются:
 1. Цилиндрические. Режущие зубья только на образующей. Бывают с левой и правой винтовой канавкой,
1. Цилиндрические. Режущие зубья только на образующей. Бывают с левой и правой винтовой канавкой, ![]() – угол наклона винтовой канавки, служит для обеспечения фрезерования без вибраций. Фрезы предназначены для обработки плоских поверхностей.
– угол наклона винтовой канавки, служит для обеспечения фрезерования без вибраций. Фрезы предназначены для обработки плоских поверхностей.
 2. Торцовые. Имеют зубья на цилиндрической и торцовой поверхностях. Служат для обработки плоских поверхностей. Бывают со вставными зубьями, закрепленными в массивном корпусе.
2. Торцовые. Имеют зубья на цилиндрической и торцовой поверхностях. Служат для обработки плоских поверхностей. Бывают со вставными зубьями, закрепленными в массивном корпусе.
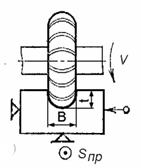
 3. Дисковые. Бывают одно, двух и трехсторонние. Применяют для обработки уступов, пазов, боковых плоскостей на прямоугольных и круглых заготовках. Трехсторонняя фреза имеет режущие зубья на обоих торцах и на цилиндрической поверхности. Зубья на цилиндрической части могут располагаться параллельно оси или под углом. Двухсторонняя фреза имеет режущие зубья на одном торце и на цилиндрической части. Односторонняя (прямозубая) – только на цилиндрической части.
3. Дисковые. Бывают одно, двух и трехсторонние. Применяют для обработки уступов, пазов, боковых плоскостей на прямоугольных и круглых заготовках. Трехсторонняя фреза имеет режущие зубья на обоих торцах и на цилиндрической поверхности. Зубья на цилиндрической части могут располагаться параллельно оси или под углом. Двухсторонняя фреза имеет режущие зубья на одном торце и на цилиндрической части. Односторонняя (прямозубая) – только на цилиндрической части.
4. Прорезные и отрезные. Применяются для прорезки узких пазов (шлицы) и разрезки заготовок.
 5. Концевые. Применяют для обработки плоскостей, пазов, уступов, криволинейных контуров по разметке и копиру. Имеют режущие кромки на цилиндрической части и на торце.
5. Концевые. Применяют для обработки плоскостей, пазов, уступов, криволинейных контуров по разметке и копиру. Имеют режущие кромки на цилиндрической части и на торце.
 6. Угловые. Применяются для обработки поверхностей, расположенных под некоторым углом.
6. Угловые. Применяются для обработки поверхностей, расположенных под некоторым углом.
 7. Фасонные. Применяют для обработки сложных фасонных поверхностей. Профиль фрезы соответствует профилю изделия.
7. Фасонные. Применяют для обработки сложных фасонных поверхностей. Профиль фрезы соответствует профилю изделия.
По конструкции зуба (по форме задней поверхности) фрезы бывают с острозаточенными и с затылованными зубьями (рис.2).
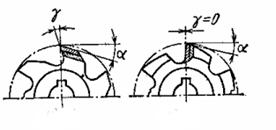
Рис.2.
Фрезы с острозаточенными зубьями имеют плоскую заднюю поверхность зуба. Затачивают их по задней поверхности, высота зуба и объем стружечных канавок при переточках уменьшаются
У фрез с затылованными зубьями их задняя поверхность выполнена по архимедовой спирали на специальных токарно-затыловочных станках. Передний угол ![]() , и их затачивают по передней поверхности. Основное их преимущество – сохранение постоянным профиля их зубьев при переточке, объем стружечных канавок увеличивается. Поэтому с затылованными зубьями изготавливают фасонные фрезы.
, и их затачивают по передней поверхности. Основное их преимущество – сохранение постоянным профиля их зубьев при переточке, объем стружечных канавок увеличивается. Поэтому с затылованными зубьями изготавливают фасонные фрезы.
По конструктивным признакам фрезы подразделяются на цельные и со вставными зубьями (ножами). Цельные фрезы изготавливают преимущественно из быстрорежущей стали. У фрез со вставными зубьями зубья изготавливают из быстрорежущей стали или оснащают пластинками из твердого сплава, а корпус выполняют из конструкционной стали.
В зависимости от способа крепления фрез на станке различают фрезы насадные, имеющие отверстие и закрепляемые на оправке, и фрезы концевые с коническим или цилиндрическим хвостовиком. Для закрепления фрез с коническим хвостовиком используют конические втулки, для закрепления концевых фрез с цилиндрическим хвостовиком патроны.
Для закрепления заготовок на фрезерных станках применяют универсальные и специальные приспособления. К универсальным относят угольники, прихваты, призмы, машинные тиски. При выполнении многих работ – нарезании зубьев зубчатых колес, разверток, фрез, фрезеровании плоскостей многранников – нужно периодически поворачивать заготовку вокруг оси на требуемый угол. С этой целью используют делительные головки и поворотные столы.
Процессы обработки отверстий
Основными технологическими способами обработки отверстий различной степени точности и с различной шероховатостью обработанной поверхности являются сверление, зенкерование и развертывание.
Сверлением (рис.3а) получают сквозные и глухие цилиндрические отверстия. Шероховатость поверхности после сверления Ra=12,5 – 6,3 мкм, точность по 11-14 квалитету. Отверстия диаметром больше 30 мм в сплошном материале обычно сверлят двумя свёрлами (первое – диаметром 0,2–0,4 заданного, второе – в размер отверстия).
Рассверливание (рис.3б) спиральным сверлом производят для увеличения диаметра отверстия. Диаметр отверстия под рассверливание выбирают так, чтобы поперечная режущая кромка в работе не участвовала.
Зенкерование (рис.3в) - технологический способ обработки предварительно просверленных отверстий или отверстий, изготовленных литьём или штамповкой. Точность зенкерования 10-11 квалитет, шероховатость поверхности Ra=6,3 – 3,2 мкм. Зенкерование может быть и окончательной операцией при обработке просверленных отверстий по 11-13 квалитетам или для получистовой обработки перед развертыванием.
Развертыванием (рис.3г) получают отверстия повышенной точности (5-7 квалитет) с низкой шероховатости до Ra=0,4 мкм. Развертывают цилиндрические и конические отверстия. Для развертывания конических отверстий цилиндрические отверстия в заготовке сначала обрабатывают коническим ступенчатым зенкером (рис.3к), затем конической разверткой (рис.3л) со стружкоразделительными канавками и окончательно – конической разверткой (рис.3м) с гладкими режущими кромками.
Отверстия диаметром до 10 мм развёртывают после сверления, а свыше 10 мм – после сверления и зенкерования. Перед развёртыванием необходимо тщательно обработать торцовую поверхность детали, чтобы развёртка вошла в отверстие без перекоса.
При развёртывании большое число зубьев одновременно участвует в резании. Развёртывание характеризуется небольшой глубиной резания (t = 0,05 – 0,3 мм), что способствует малой шероховатости и высокому качеству обработки.
Зенкованием обрабатывают цилиндрические (рис.3д) и конические (рис.3е) углубления под головки болтов и винтов. Обработку ведут зенкерами специальной конструкции, называемыми зенковками. Некоторые (рис.3д) зенковки имеют направляющую часть, которая обеспечивает соосность углубления и основного отверстия.
Цекованием (рис.3ж) обрабатывают торцовые плоскости, которые являются опорными поверхностями головок винтов, болтов, гаек. Перпендикулярность торца основному отверстию достигается наличием направляющей части у цековки.
Нарезание резьбы производят метчиком (рис.3з).
Комбинированным инструментом получают сложные поверхности (рис.3и).
При сверлении, зенкеровании и развертывании обычно режущему инструменту сообщают главное движение резания – вращающее движение режущего инструмента и движение подачи – осевое перемещение режущего инструмента. При нарезании резьбы метчиками инструмент получает только вращательное движение, а принудительная подача отсутствует, т.к. метчик – инструмент самоподающийся.
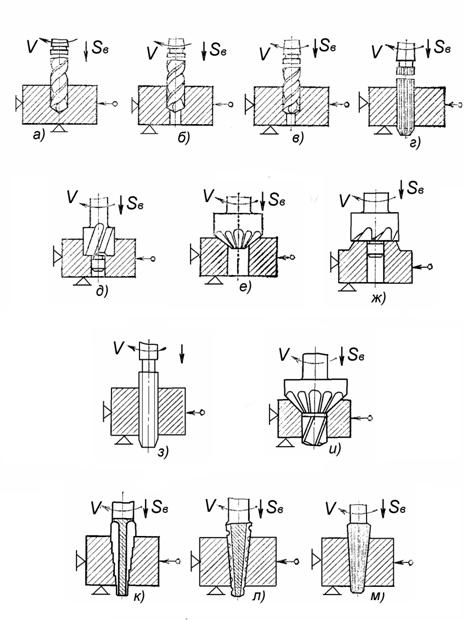
Рис.3. Виды обработки отверстий на сверлильных станках
Элементы режима резания
Элементами режима резания при осевой обработке отверстий являются:
1. Скорость резания V – это окружная скорость точки режущей кромки, наиболее удаленной от оси инструмента
![]() , м/мин,
, м/мин,
где: D – диаметр инструмента, мм; n – частота вращения инструмента, об/мин.
2. Подача S равна величине перемещения инструмента вдоль оси в мм за один оборот.
3. Глубина резания t (мм) при сверлении равна половине диаметра сверла ![]() , а при рассверливании, зенкеровании, развертывании
, а при рассверливании, зенкеровании, развертывании ![]() .
.
Режущий инструмент
Для обработки деталей на сверлильных станках применяют сверла, зенкеры, развертки, метчики и комбинированные инструменты.
Сверла по конструкции подразделяют на спиральные, центровые и специальные. Самые распространенные из них спиральные, предназначены для сверления и рассверливания отверстий, глубина которых не превышает 10 диаметров сверла.
Конструкция спирального сверла представлена на рис.4, а элементы и углы – на рис.5.
Рабочая часть сверла имеет две спиральные канавки и заканчивается заборным конусом - режущей частью. В пересечении винтовых канавок с конусом (передней и главной задней поверхностей) образуются две главные режущие кромки, выполняющие основную работу резания.
Главные режущие кромки при сопряжении друг с другом образуют поперечное лезвие - перемычку (вспомогательная режущая кромка). Перемычка располагается относительно главных режущих кромок под углом ![]() и режет металл с затруднением. В связи с этим отверстия диаметром более 30 мм просверливаются в два приема. Сначала сверлится отверстие диаметром, немного превышающим длину перемычки сверла, а затем отверстие рассверливается до необходимого диаметра.
и режет металл с затруднением. В связи с этим отверстия диаметром более 30 мм просверливаются в два приема. Сначала сверлится отверстие диаметром, немного превышающим длину перемычки сверла, а затем отверстие рассверливается до необходимого диаметра.
Для уменьшения трения направляющей части сверла о стенки просверливаемого отверстия ее диаметр имеет переменное сечение, уменьшающееся к хвостовику. В этих же целях наружная поверхность направляющей части сверла профрезерована и оставлены две выступающие ленточки, расположенные вдоль винтовых канавок. Кромки ленточек зачищают цилиндрическую поверхность просверливаемого отверстия, поэтому их считают вспомогательными режущими кромками. Таким образом, у спирального сверла имеется пять режущих кромок — две главные, поперечная и две вспомогательные. Две главные режущие кромки образуют угол при вершине (угол в плане) 2![]() . Для сверления мягких материалов 2
. Для сверления мягких материалов 2![]() =80–90о, для твердых и хрупких 2
=80–90о, для твердых и хрупких 2![]() =130–140о. Стандартные сверла рассчитаны на сверление конструкционных сталей и имеют угол 2
=130–140о. Стандартные сверла рассчитаны на сверление конструкционных сталей и имеют угол 2![]() =116–118о. Угол наклона винтовой канавки
=116–118о. Угол наклона винтовой канавки ![]() определяет положение передней поверхности сверла, а, следовательно, и передний угол резания.
определяет положение передней поверхности сверла, а, следовательно, и передний угол резания.
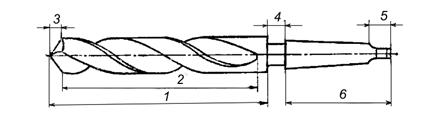
Рис.4. Конструкция спирального сверла
1 – рабочая часть; 2 – направляющая часть; 3 – режущая часть; 4 – шейка; 5 – лапка; 6 – хвостовик (конический или цилиндрический)

Рис. 5. Элементы и углы спирального сверла
1 – спиральная канавка (передняя поверхность); 2 – главная задняя поверхность; 3 – главные режущие кромки; 4 – перемычка (поперечное режущее лезвие); 5 – вспомогательные режущие кромки; 6 – ленточка.
Передний угол ![]() измеряют в главной секущей плоскости II-II, перпендикулярной главной режущей кромке (рис. 5). В разных точках режущего лезвия передний угол различен: наибольший – у наружной поверхности сверла (
измеряют в главной секущей плоскости II-II, перпендикулярной главной режущей кромке (рис. 5). В разных точках режущего лезвия передний угол различен: наибольший – у наружной поверхности сверла (![]() ), наименьший – у перемычки.
), наименьший – у перемычки.
Задний угол ![]() измеряется в плоскости I-I, параллельной оси сверла. У наружной поверхности сверла
измеряется в плоскости I-I, параллельной оси сверла. У наружной поверхности сверла ![]() =8–12о, у оси
=8–12о, у оси ![]() =20–25о. Угол наклона винтовой канавки измеряется по наружному диаметру и обычно составляет 18–30о. С увеличением угла
=20–25о. Угол наклона винтовой канавки измеряется по наружному диаметру и обычно составляет 18–30о. С увеличением угла ![]() уменьшается прочность сверла, поэтому у сверл малого диаметра меньше, чем у сверл большого диаметра.
уменьшается прочность сверла, поэтому у сверл малого диаметра меньше, чем у сверл большого диаметра.
Зенкеры используют для обработки отверстий, предварительно полученных литьем, штамповкой или сверлением. По форме рабочей части зенкеры делятся на прямозубые и спиральные. Спиральные зенкеры внешне похожи на сверло, но имеют не две, а три или четыре винтовые канавки меньшей глубины, чем канавки сверла. Небольшая глубина канавок определяет его большую жесткость, чем у сверла, что позволяет получить более точное отверстие, а наличие большего числа режущих лезвий (3–4) обеспечивает меньшую величину шероховатости. Перемычки зенкер не имеет, поэтому он не может работать в сплошном материале, а может лишь увеличивать диаметр отверстия на 1–6мм.
Спиральный цилиндрический зенкер (рис.6.), так же как и сверло, имеет рабочую часть(6), шейку(2) и хвостовик(4).

Рис.6. Конструкция цилиндрического зенкера
На рабочей части (6) выделяют следующие элементы: заборный конус с режущими лезвиями - режущая часть(1); калибрующая часть (5), обеспечивающие направление зенкера и калибровку отверстия.
Геометрические параметры зенкера: угол в плане ![]() = 45–60о (2
= 45–60о (2![]() = 90–120о); угол наклона винтовых канавок
= 90–120о); угол наклона винтовых канавок ![]() = 10-300; передний угол у зенкера с тремя канавками
= 10-300; передний угол у зенкера с тремя канавками ![]() = 20–30о; с четырьмя
= 20–30о; с четырьмя ![]() = 12–15о;задний угол
= 12–15о;задний угол ![]() = 8–10о.
= 8–10о.
Зенкеры изготовляются цельными, сварными и сборными (с пластинками из твердого сплава). По назначению зенкеры бывают цилиндрические, конические, ступенчатые (Рис.7).
В качестве последней (отделочной) операции обработки отверстий применяется развертывание, осуществляемое инструментом - разверткой. Развертка внешне похожа на зенкер, но отличается от него большим числом режущих лезвий (от 6 до 12) , более пологой режущей (заборной) частью и меньшей глубиной канавок. Последнее предопределяет припуск на развертывание: для чернового развертывания он составляет 0,1–0,4 мм на диаметр, для чистого – 0,05–0,2 мм. Конструкция развертки показана на рис.8. Развертка, как и зенкер, состоит из рабочей части, шейки и хвостовика.


Рис.7. Конический зенкер (зенковка) – А; торцевой зенкер – Б.
Рабочая часть развертки состоит из входного конуса, режущей и калибрующей частей.
Калибрующая часть состоит из цилиндрической и конусной части. Цилиндрическая часть служит для направления развертки в процессе резания и калибрования отверстия. Обратный конус (3–6 мкм) делается для уменьшения трения развертки об обработанную поверхность и уменьшения разбивки отверстия.
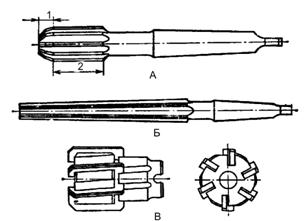
Рис.8. Развертки: А– цилиндрическая; Б– коническая; В– машинная насадная
1– режущая часть с направляющим конусом; 2– калибрующая часть
Метчики применяют для нарезания внутренних резьб. Они представляют собой винт с прорезанными прямыми или спиральными канавками, образующими режущие лезвия, и состоят из рабочей и хвостовой частей (Рис.9).
Рабочая часть метчика имеет режущую и калибрующую часть. Режущая часть производит основную работу по нарезке резьбы, а калибрующая зачищает ее.
Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. Различают гаечные, машинные и ручные метчики.

Рис. 9. Конструкция метчика: 1– режущая (заборная) часть; 2 – калибрующая часть
Главная Micromake Информация Практикум Задания Fireline Контакты